
ERRORES O PROBLEMAS MÁS COMUNES AL IMPRIMIR EN 3D
1. EXTRUSIÓN INSUFICIENTE DE MATERIAL
Tip 1: Compruebe el diámetro del filamento:
- Comience con el problema más simple, ¿ha establecido el diámetro de filamento correcto en el software? Si no está seguro acerca del diámetro, el valor junto con la temperatura recomendada suele estar impreso en la caja.
Tip 2: Mida el filamento:
- Si todavía no está recibiendo los resultados que desea y el flujo de filamentos es el problema, a continuación, utilice un conjunto de pinzas para comprobar el diámetro del filamento. Debe modificar los ajustes de diámetro del filamento con precisión en la configuración del software de corte.
Tip 3: Compruebe que el extremo caliente de los desechos:
- Después de imprimir, la mayoría de las impresoras sacarán el cabezal de impresión de la base de impresión. Compruebe rápidamente que la boquilla esté despejada de una acumulación de filamentos y suciedad.
Tip 4: Configure el multiplicador de extrusión:
- Si no hay desajuste entre el diámetro real del filamento y el ajuste del software, entonces el multiplicador de extrusión (también denominado el caudal o compensación de flujo) puede ser demasiado bajo. Cada aplicación de la corte manejará esto levemente diferentemente pero el principio es aumentar este valor en pasos del 5% hasta que usted ve que el problema ha ido.








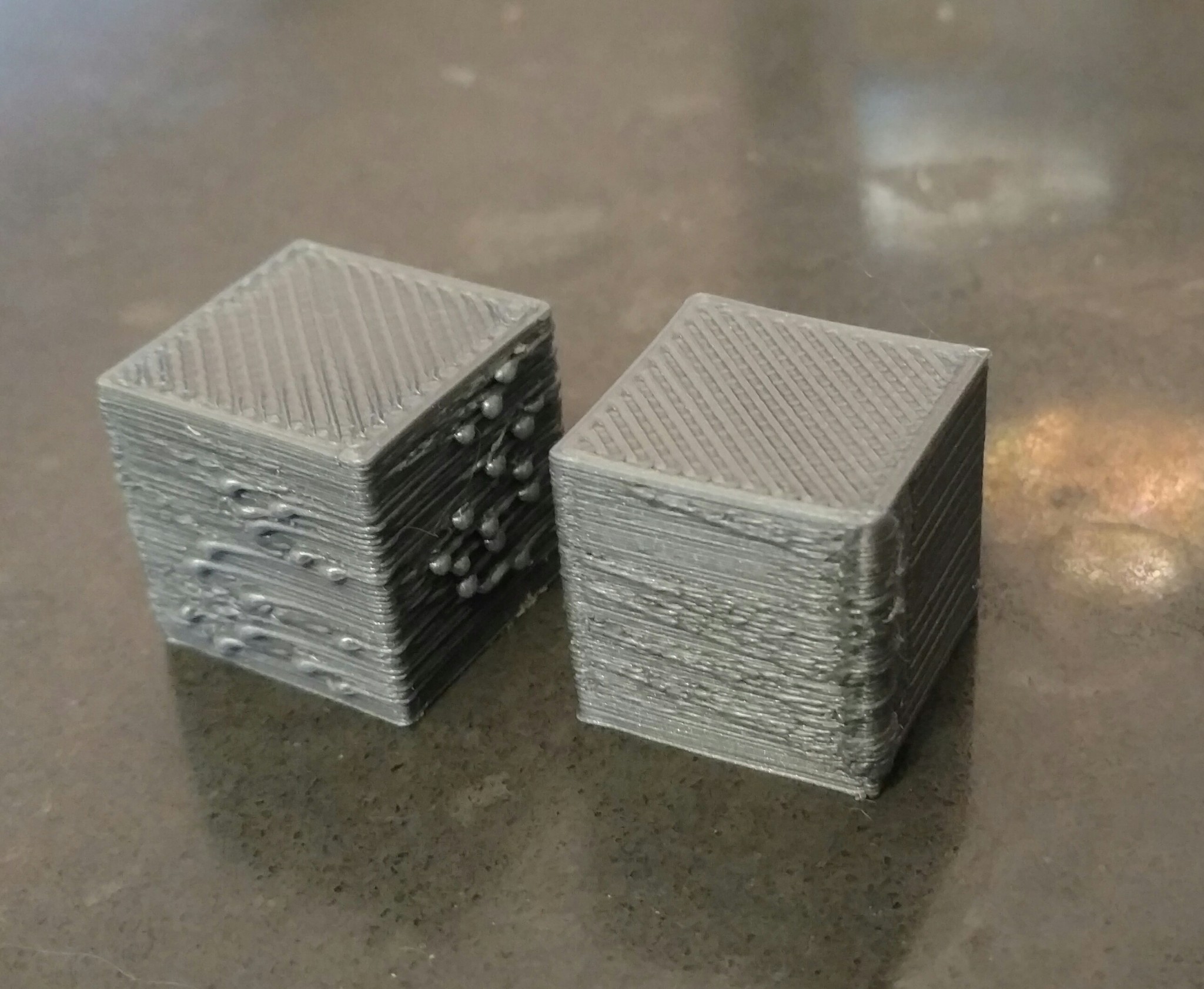
2. PILLOWING: PROTUBERANCIAS EN EL MATERIAL IMPRESO
Tip 1: Tamaño del filamento
- El Pillowing es un problema que puede afectar a todas las impresoras 3D, sin embargo, es mucho más común en aquellos que usan filamentos de 1,75 mm. Si ninguno de los otros consejos a continuación ayuda, trate de cambiar a 2.85mm filamento si puede.
Tip 2: Compruebe la posición del ventilador
- Enfriamiento puede ser una causa de la almohada. Normalmente, a medida que empieza la impresión, los ventiladores de la impresora se desactivarán y se pondrán en acción después de las primeras capas. Compruebe que los ventiladores alrededor de su extremo caliente comienzan a girar, especialmente hacia el final de la impresión. Si parecen estar funcionando bien, entonces el problema podría ser que no están dirigiendo el flujo de aire suficiente sobre su impresión. Hay una variedad de mods 3D imprimibles para alterar el flujo de aire de impresión.
Tip 3: Ajuste la velocidad del ventilador en el código G
- Otra cuestión de enfriamiento ocurre cuando se aplica cada capa superior sucesiva de plástico fundido. Como cubre la estructura de soporte interna necesita ser enfriada rápidamente para evitar caer en los agujeros entre los soportes. La velocidad de los ventiladores se puede ajustar en el G-Code.
Tip 4: Aumentar el espesor de la capa superior
- La solución más fácil es aumentar el grosor de la capa superior. La mayoría de las aplicaciones le permitirán hacerlo en la sección avanzada, bajo el ajuste 'Bottom / Thickness'. Serie de 6 capas de material normalmente, y hasta 8 para boquillas y filamentos más pequeños. Si, por lo tanto, la altura de la capa está ajustada a 0,1 mm, ajuste el parámetro "Grosor del fondo / superior" en 0,6 mm. Si el efecto de la almohada todavía existe, entonces salte hasta 0,8 mm








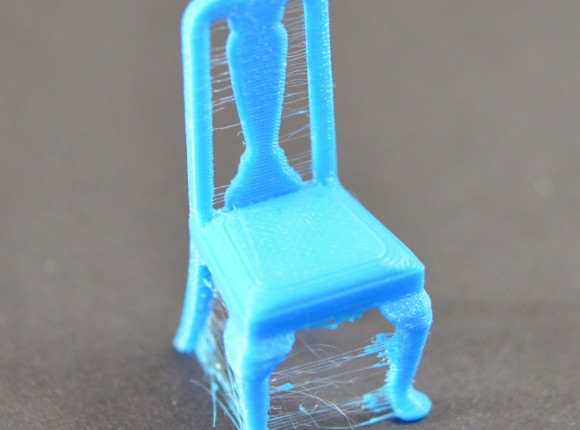
3. STRINGING: GENERACIÓN DE HILOS
Tip 1: Habilitar retrotracción
- Retracción es un factor importante cuando se trata de calidad de acabado y se puede habilitar a través de la mayoría de software de corte. Su función es bastante simple y funciona retrocediendo el filamento de nuevo en la boquilla antes de que la cabeza se mueva. La idea es que evita que el filamento fundido se arrastre detrás de la cabeza creando cadenas finas en su estela.La mayoría de aplicaciones como Cura ofrecen una opción de activación de un clic. Esto utiliza un conjunto de parámetros por defecto y para la mayor parte es perfectamente adecuado, pero para afinar hay opciones personalizables que dan mayor control. El ajuste del recorrido mínimo de la cabeza antes de la retracción está activado, por ejemplo
Tip 2: Recorrido mínimo (mm)
- Reducir el recorrido mínimo suele ser la solución más rápida para encordar si la retracción estándar no está haciendo el trabajo. Suelte el valor en incrementos de 0,5 mm hasta que se detenga el encordado.
Tip 3: Simplemente desconéctelos
- Es la solucion más sencilla, simplemente cortar las cuerdas es muy a menudo la solución más rápida y más fácil.







4. WARPING: BORDES LEVANTADOS
Tip 1: Utilice una plataforma de impresión con calor
- La solución más fácil es usar una plataforma de impresión calentada y ajustar la temperatura a un punto justo debajo del punto de fusión de plástico. Esto se denomina "temperatura de transición vítrea". Si obtiene esa temperatura, entonces la primera capa permanecerá plana en la plataforma de impresión. La temperatura de la plataforma de impresión es a menudo establecida por el software de corte. Usted encontrará normalmente la temperatura recomendada para su filamento impreso en el lado del empaquetado o en el carrete.
Tip 2: Aplique un adhesivo en la cama de impresión
- Si todavía encuentra que su impresión se levanta en los bordes entonces es recomendable aplicar una cantidad de pegamento uniformemente en la cama para aumentar adherencia.
Tip 3: Pruebe un tipo de plataforma diferente
- Cambie su cama de impresión por una que ofrezca mejor adherencia. Fabricantes como Lulzbot utilizan una superficie de impresión PEI (Polyetherimide) que ofrece una excelente adherencia sin pegamento. XYZPrinting suministra una cinta con textura en la caja con algunas de sus impresoras, básicamente una gran hoja de cinta adhesiva, y de nuevo añadiendo esto funciona excelentemente, aunque sólo con plataformas de impresión no calentadas.








5. MANCHAS EN LA SUPERFICIE
Tip 1: Evitar las retracciones
- Como se vio en Stringling el tema de las retracciones ayudan a evitar que los hilos se "babeen", pero esto tambien puede generar que si la boquilla no cruza un espacio abierto, el babeo se produzca en forma interna y sea invisible viendolo del lado externo. Esto se evita con habilitar la opción en su software de corte llamada: "Avoid crossing outline for travel movement"
Tip 2: Elegir el punto de inicio de la impresión
- En los software de corte es posible modificar el punto de inicio, siendo que se si ubican los inicios en puntos no visibles de, por ejemplo una figura, evitara que queden expuestos una vez finalizada.
Tip 3: Configuración de retracciones
- Dependiendo de donde se muestre el error. Es posible solucionarlo con la configuración de para cuando la impresión realiza un cambio de capa. La opción de "Extra Restart Distance", donde si uno incluye valores negativos (ejemplo -0.2mm) lo cual hará una pequeña retracción.







6. AL INICIAR EL TRABAJO LA IMPRESORA NO IMPRIME
Tip 1: Purgue el extrusor
- Por lo general cuando la impresora queda en modo stand by puede tener perdidas por goteo, en este caso es recomendable purgar el extrusor para verificar que no tiene materiales previos.
Tip 2: El extrusor está tapado
- Verifique que el extrusor no tiene problemas de obturación, ya se por el anterior punnto o porque quedo alguna parte de otro filamento en el extrusor.
Tip 3: Filamento mordido en la polea de empuje
- Cuando la polea de empuje, lleva el filamento hacia el extrusor, utiliza dientes que presionan el cuerpo del mismo para poder elevarlo. Si se observan muchas de estas lastimaduras del filamento comido puede que este exceso de fuerza este desgastando el filamento. Por ende la impresora no podra traccionar correctamente llevando menos filamento del que corresponderia. La solución aflojar la presión de la polea para que no muerda tanto el mismo.








Escribir comentario